Next-Generation Photoinitiators: Unlocking High-Performance for UV-Cured Composites
 The composites industry is increasingly looking toward UV curing as a transformative technology for automated, efficient production. Recent research done by IGM now demonstrates that through the use of next-generation photoinitiators and sensitizer combinations, UV-cured composites can match the mechanical performance of traditional cold-cure systems while offering significant process advantages.
The composites industry is increasingly looking toward UV curing as a transformative technology for automated, efficient production. Recent research done by IGM now demonstrates that through the use of next-generation photoinitiators and sensitizer combinations, UV-cured composites can match the mechanical performance of traditional cold-cure systems while offering significant process advantages.
The Strategic Advantages of UV Technology
UV curing replaces traditional peroxide initiators and metal accelerators with photoinitiators that absorb specific wavelengths of light to create free radicals and initiate polymer chain formation. This shift offers several critical benefits for composite manufacturers:
- Speed and Efficiency: UV systems can reach peak exotherm in as little as 17 seconds, compared to 35–40 minutes for standard MEKP (methyl ethyl ketone peroxide) /Cobalt systems in a 4 mm neat resin test. This allows for significantly increased mold utilization; for instance, filament-wound parts can be demolded minutes after winding.
- Cure on Demand: Unlike peroxide systems with a fixed pot life, UV-curable resins remain workable indefinitely if shielded from light. This grants manufacturers unlimited layup time and total control over the start of the curing process.
- Sustainability and Safety: Rapid surface polymerization "closes" the laminate quickly, leading to lower styrene emissions compared to open-cure processes. Additionally, a <1-meter UV station can replace a >10-meter heating oven (UV curing replacing thermal curing), drastically reducing both floor space and energy consumption.
- Versatility: UV curing is compatible with industry-standard resins, including unsaturated polyesters and vinyl esters, and can be used in processes ranging from CIPP (trenchless pipe rehabilitation) to filament winding, pultrusion, and vacuum infusion.
Addressing the "Through-Cure" Challenge
The primary hurdle for UV composites has been achieving a full through-cure in thick (4-200 mm), fiber-reinforced laminates. If the photoinitiator concentration is too high, the surface cures too rapidly, effectively "blocking" light from reaching deeper layers; if it is too low, the result is an incomplete cure.
To solve this, IGM utilized 395nm LED lamps. The choice of a longer wavelength ensures higher penetration depth into the material. Furthermore, because many photoinitiators which work under LED conditions also absorb UV-light generated by mercury lamps, formulations optimized for LED are likely to work with broad-spectrum mercury UV lamps as well.
Testing Methodology and Results
IGM’s study conducted in partnership with Parthian Composite Excellence focused on achieving mechanical parity between UV and peroxide systems using an industry-standard isophthalic unsaturated polyester resin.
1. Neat Resin Performance
Initial tests on 4 mm neat resin castings compared Omnirad® 819, TPO-L and BAPO-L to a peroxide reference. The UV systems achieved peak exotherm temperature up to 120°C in 17 seconds, producing Barcol hardness comparable to post-cured peroxide systems. However, initial stress-max results of the best performing photoinitiator BAPO-L were slightly below the reference level, prompting further optimization through "sensitizers".
2. The Sensitizer Breakthrough
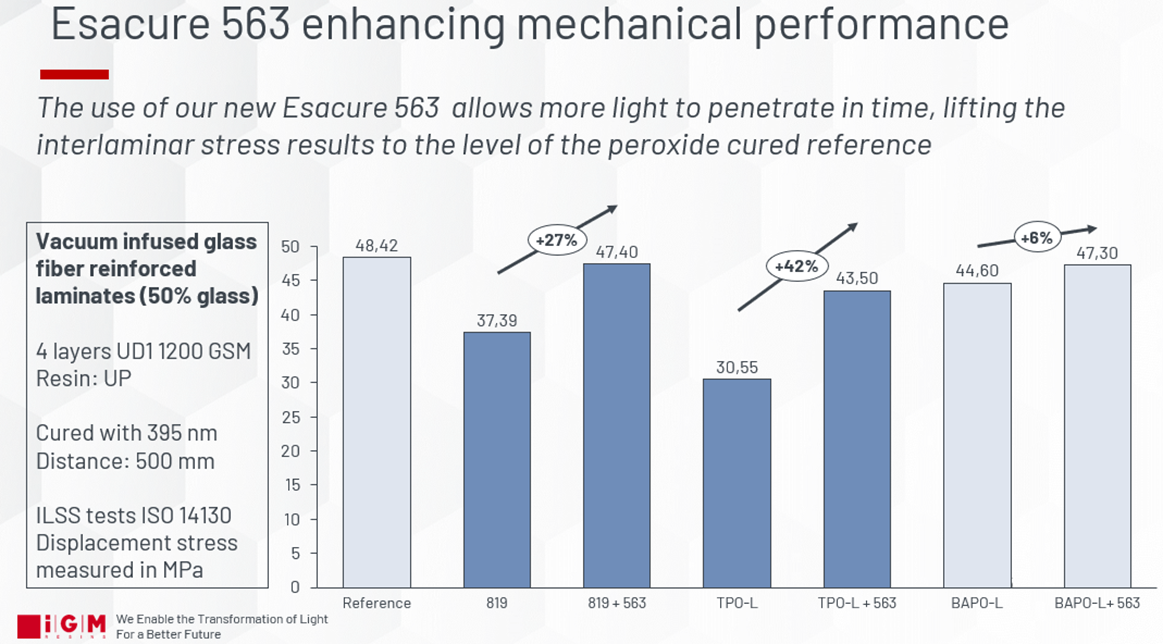
IGM’s study introduced Esacure® 563, a glyoxylate-based technology. When added in combination with Omnirad® 819, TPO-L and IGM’s new Liquid BAPO technology, Esacure® 563 acts to delay the initial reaction—extending the peak time to 113 seconds at a curing distance of 500 mm. This delay is critical; it allows UV light more time to penetrate the full depth of the laminate before the matrix "locks," resulting in a more uniform through-cure.
3. Reinforced Laminate Testing (ILSS)
The most vital testing involved 4 mm vacuum-infused glass fiber laminates (50% glass content) subjected to Interlaminar Shear Strength (ILSS) testing (ISO 14130). By incorporating the sensitizer, the mechanical performance was strongly enhanced, effectively matching the reference level of traditional peroxide-cured composites.
- Peroxide Reference: 48 MPa.
- Standard UV (Omnirad® 819 alone): ~30–37 MPa.
- Optimized UV (BAPO-L + Esacure® 563): 47 MPa.
Conclusion
The transition to UV-cured composites is no longer limited by mechanical trade-offs. By optimizing photoinitiator combinations—specifically through the use of BAPO-L and glyoxylate sensitizers—manufacturers can achieve high-performance structural properties with the added benefits of instant, on-demand curing. As energy costs rise and the demand for automated production increases, UV technology provides a clear path toward a more competitive and sustainable future for the European composites industry.
Interested in exploring how UV-curing can improve your composite processes? Contact us to discuss your application, curing challenges, and the right photoinitiator approach for your specific needs.